Free enquiry hotline
13893641002

Free enquiry hotline
13893641002
Company name: gansu suboka jie new material technology co., LTD
Contact person: Mr. Guo
Contact number: 13893641002
Website: en.gssbkj.cn
Company address: circular economy industrial park, anding economic development zone, dingxi city, gansu province
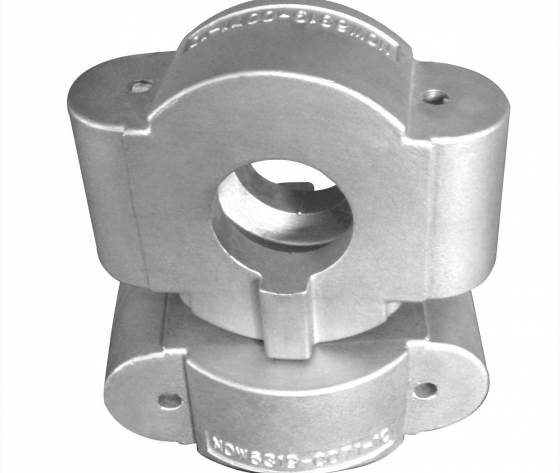
All walks of life have different requirements for precision castings, to meet this need, precision casting technology shows its wide adaptability, such as shown in the diversity of materials, the complexity of the shape, the production batch, dimension precision, uniformity, stability and surface precision, etc., in these characteristics, today there are new progress and improve.For example, the material is stainless steel weight 40g, the overall size of the length of 55mm, 3216mm wide, 13mm thick precision casting, the requirements for it is:(2) the roundness and surface roughness of the shaft hole on the casting must meet the requirements of Japanese industrial standard (J IS);(3) the four holes around the axle hole are matched with another part, the relevant size of which meets the requirements of J IS, and requires that the casting cannot be flexural deformation;(4) the minimum dimensional tolerance of the casting is 012mm (5) cast text, symbols and other depth of 013mm, requires clear lines;6. The minimum dimensional tolerance between planes is 011mm; rough wings, rounded corners, surface roughness, shrinkage depression, deformation and other end of the special specified, are in accordance with the production unit standards.As an example of precision casting, it can be felt that today's industrial production of precision casting requirements and producers can reach the level.From the modern investment casting process, to achieve the above requirements is not a very easy thing.Therefore, if not from each process, each link, each post of strict management, correct operation, before and after cooperation, to achieve the above goal is very difficult.In this paper, some problems about wax mold manufacture are discussed briefly.
A, wax material
Wax is the first step in investment casting.As is known to all, due to the development of casting production, there are various requirements for wax materials.The simplest method of producer is chosen from the wax makings that the market sells, also can oneself make up, still can entrust professional factory to produce according to the requirement.However, no matter what kind of wax material the required properties are the same, that is: melting point, freezing point, softening point, thermal conductivity, liquidity, shrinkage, shrinkage, strength, hardness, toughness, mold release, coating, recycling, dimensional stability and high temperature burning after the residual ash component, etc..On the basis of specific casting production, we choose a wax material, which has some characteristics in some aspects.Cost considerations are also important.In order to meet the specific requirements of various castings, wax materials are divided into liquid, semi-liquid, semi-solid and solid;Having filler and no filler;Water-soluble and insoluble; insoluble.Regenerative and non-regenerative;Wax molding, casting system, adhesion, repair, sealing, resin wax materials, etc.There are many kinds of wax materials for wax mould, and they are developing.FILLER WAX is widely used. The commonly used FILLER materials are powder polyethylene, polystyrene, organic acids, fatty acids and starch.Its addition amount is 30% ~ 45% of the total, this kind of wax material has good heat preservation, namely can forming at low temperatures, its good liquidity, wax models detail can clear representation, such as styrene with hot hardness, with different phthalate and three kinds of wax with commodity called P2 FILLER added, 49 ℃ from 104 ℃ to time the for 59 seconds, 62 seconds and 99 seconds, suggesting that type of FILLER on the properties of wax material influence is bigger.The shrinkage of this wax material is more than 5 % smaller than that of the unfilled material.The problem closely related to the performance of wax is the influence of the preparation, use and treatment of wax on the performance of wax.
1. Prevent the wax from overheating in the melting process
(1) the use of indirect heating oil bath furnace and the heat conduction oil forced circulation, melting temperature is controlled in the range of 84 ~ 98 ℃, and make it always in a state of agitation, purpose except for uniform temperature of the filling material of wax material and prevent the effect of precipitation.Too high temperature and local overheating will lead to the deterioration of wax performance due to oxidation and carbonization.The expression of overheat is the color of wax produces change, fill the wall inside candle cask to produce black spot, because of the segregation of filling material and show translucent form, fill candle cask to produce smoke or evaporate content inside.
(2) the wax in the recycling process, in order to remove the impurities and moisture, wax must be heated to a temperature above the melting point of, usually control under 120 ℃, the guarantee of wax material flow has a certain ability to remove impurities, its moisture content will also be in blender stirring and evaporation.
(3) for use under thermal insulation tube heat preservation pressure wax rod, the heating temperature only 2 ~ 3 ℃ higher than the injection temperature is ok.
(4) wax material in autoclave (pressure tank) removal, steam temperature can be as high as 150 ℃ above, this condition is the main part of wax material performance is bad, so try to reduce the temperature of dewaxing, reduce dewaxing pressure to maintain the performance of wax material.
2. Keep the ambient temperature
In the wax mold manufacturing room, whether in winter or summer, the indoor temperature should be kept within 20 ~ 25, so that the size of wax mold in a stable environment, and at the same time with the dip pulp shell making process of environmental conditions, to ensure the quality of the shell.
(1) heat preservation of wax materials
The wax material enters the mold from the wax bucket under pressure and then cools and solidifies in the mold.In this process, the temperature difference is the main factor affecting the shape, size and stability of the wax mold.Therefore, the temperature uniformity of the wax drum is extremely important when pressing the wax with the wax drum thermal insulation material. Just as the thermal conductivity of the wax material is poor, it is difficult to make the wax material uniform with the help of the heat of the wax drum. The wax drum with uneven temperature cannot produce a sound wax mold.Therefore, usually with heat preservation tank to heat insulation of wax barrels, heat preservation tank can be set within the 58 to 62 ℃, usually slightly higher than the injection temperature.In a longer period of time, at least 8 hours after heating homogenization before use.Thermal insulation tank is an oil bath heating device, thermal oil circulating flow under the pressure of the oil pump, so that the wax tank in uniform temperature heating insulation, thermal insulation tank temperature controller can be set as required.When pressing the wax in the barrel with uneven temperature, the wax mold will produce defects such as filling, cold insulation, granular surface, flow pattern and reticular pattern.
(2) wax mold forming method
Different forming methods are produced according to the size, shape and technical requirements of castings.Different forming methods have different wax materials.From the power of wax pressure points, there are manual, electric, pneumatic, hydraulic and so on;From pressure points, there are low pressure, medium pressure, high pressure;From the wax state, there are liquid, semi-liquid, semi-solid, solid and so on;From pressing cent, have metal model, rubber, gesso to wait, from casting cent, have industrial product, artwork to wait a moment.
Ii. Wax pressing machine (wax pressing machine)
The wax material is pressed into wax mold in the wax press, that is, the nature of wax mold is greatly restricted by the parameters of the wax press, which is directly related to the design, structure and performance of the wax press.For example, for an upright high pressure semi-solid wax press, the wax material temperature, injection pressure, injection time, cooling time and molding temperature must be checked before the wax pressing operation.Then operate according to the process card.The performance of wax forming machine is mainly reflected in the process parameters it can adjust, including manual and automatic;Temperature adjustment of wax drum and wax injection port;Closing force adjustment, closing stroke adjustment;Injection pressure adjustment, injection speed adjustment, injection time adjustment;Return speed adjustment, etc.For example, in some castings, there are two orifice rings at both ends of the wax mold. Since the connection between the orifice ring and the body is relatively weak, it is easy for visible microcracks to occur at the connection. Later, such defects can be eliminated by adjusting the injection velocity and holding time.Therefore, it is very important to manufacture qualified wax models by adjusting process parameters, adjusting range, adjusting method and correct control.The central part of the wax press is the wax cylinder.Its size < 100 mm * 400 mm, with will place wax stick, through full preheating wax rod into the cylinder, the cylinder electricity heating, temperature keeping on the injection temperature, when pressed into the mouth into the cylinder of wax mouth after the shoot (export) (note wax mouth has a separate heat insulation system), can start the oil pump, driven by the upper piston moves down, pressed wax material into type;After holding pressure for a certain period of time, fold the pressure mold and take out the wax mold.The whole process of main parameters are: (1) of the semi-solid wax temperature control in slightly higher than that of injection temperature, usually take 55 ~ 60 ℃, to make the cylinder temperature uniformity, /, wax cylinder must be in insulation groove for eight hours or more;(2) injection pressure is adjustable, usually 214 ~ 218MPa (3) to the wax press model of the fastening force is adjustable, usually 310 ~ 315MPa (4) injection speed is used to implement the injection time, it is different because of the shape of the wax mold, it has a lot to do with the wax mold shrinkage, thereby affecting the quality of the wax mold.

Three, wax mold defects
As a result of a variety of reasons, pressed wax forming machine produced by the wax mold will produce some defects, there are mainly the following kinds: 1
The main reason is the low temperature of wax material, slow injection speed and low pressure molding temperature, resulting in the rapid cooling of wax material in the flow process, which is reflected in the part of the Angle and edge or the thin wall part of the wax mold is not filled, and the rounded corner appears in the corner, which is similar to the insufficient pouring of the metal casting.
2, bubble
One kind is surface bubble, namely the subcutaneous bubble that the naked eye sees, have individual distribution, have
Dense distribution;The other is the deep layer of bubbles in the wax mold, which is usually a concentrated large bubble, which cannot be seen by the naked eye, but bulges from the local part of the wax mold and appears in the central part of the wax mold and the final cooling part, which is the result of the release of internal pressure and the expansion of the gas.
3, surface wrinkles
Because the wax material temperature is insufficient, the injection velocity is low, the wax material movement and the pressure mold temperature match is improper;Or damage or uncleanness to the inside surface of the mold;The cold metal block is improperly placed, leaving traces of movement on the surface of the wax mold.Deep grained, similar to cold isolation defects in metal castings;Slight wrinkles can be removed by grinding.There is also around the core, around the hole, sometimes visible to the seam, slightly concave, is actually two strands of wax flow junction failed to fuse very well, this is the wax temperature is not enough, insufficient pressure results.
4. Rough surface
Due to the injection pressure is too small, or injection speed is not enough, wax and pressure on the surface of the contact density is not enough, can not truthfully reflect the pressure on the surface of the state, serious accompanied by wrinkles.
5, shrinkage concave
Wax mold surface sag, mainly injection pressure and time is not enough, or wax material temperature is high, cooling time is not enough, sometimes too much from the mold release agent, may also make wax material properties decline.Surface shrinkage involves a large area, which is difficult to repair.
6, deformation
After the wax mold was removed from the press, except for the size reduction, it was artificially deformed due to improper technique.It is common for a wax mold to deflect due to a change in temperature field while it is still cooling.So just take out the wax mold from the pressure should still be placed carefully, usually with a larger plane as a reference to lay flat, when necessary to use and deformation parts of the shape, made of metal block embedded wax mold to prevent deformation, even if it is fully cooled.Wax may also be too soft, the components of the pressure is not suitable.
7. Hairy wings (lap seam)
This is the most common one of the defects, that is, in the pressure of the fit, the pressure of the joint of the block, the core and the core seat of the joint and other places there are very thin wax piece escape.The main reason is that the pressing precision is not enough, the parting surface of the pressing or the joint surface of the inner part of the pressing is damaged or contaminated, or the sealing force is not enough, and the injection pressure is too high.Or the wax is too hot.Wings must be thoroughly removed before the wax mold can be used.
Three, wax mold defects
As a result of a variety of reasons, pressed wax forming machine produced by the wax mold will produce some defects, there are mainly the following kinds: 1
The main reason is the low temperature of wax material, slow injection speed and low pressure molding temperature, resulting in the rapid cooling of wax material in the flow process, which is reflected in the part of the Angle and edge or the thin wall part of the wax mold is not filled, and the rounded corner appears in the corner, which is similar to the insufficient pouring of the metal casting.
2, bubble
One kind is surface bubble, namely the subcutaneous bubble that the naked eye sees, have individual distribution, have
Dense distribution;The other is the deep layer of bubbles in the wax mold, which is usually a concentrated large bubble, which cannot be seen by the naked eye, but bulges from the local part of the wax mold and appears in the central part of the wax mold and the final cooling part, which is the result of the release of internal pressure and the expansion of the gas.
3, surface wrinkles
Because the wax material temperature is insufficient, the injection velocity is low, the wax material movement and the pressure mold temperature match is improper;Or damage or uncleanness to the inside surface of the mold;The cold metal block is improperly placed, leaving traces of movement on the surface of the wax mold.Deep grained, similar to cold isolation defects in metal castings;Slight wrinkles can be removed by grinding.There is also around the core, around the hole, sometimes visible to the seam, slightly concave, is actually two strands of wax flow junction failed to fuse very well, this is the wax temperature is not enough, insufficient pressure results.
4. Rough surface
Due to the injection pressure is too small, or injection speed is not enough, wax and pressure on the surface of the contact density is not enough, can not truthfully reflect the pressure on the surface of the state, serious accompanied by wrinkles.
5, shrinkage concave
Wax mold surface sag, mainly injection pressure and time is not enough, or wax material temperature is high, cooling time is not enough, sometimes too much from the mold release agent, may also make wax material properties decline.Surface shrinkage involves a large area, which is difficult to repair.
6, deformation
After the wax mold was removed from the press, except for the size reduction, it was artificially deformed due to improper technique.It is common for a wax mold to deflect due to a change in temperature field while it is still cooling.So just take out the wax mold from the pressure should still be placed carefully, usually with a larger plane as a reference to lay flat, when necessary to use and deformation parts of the shape, made of metal block embedded wax mold to prevent deformation, even if it is fully cooled.Wax may also be too soft, the components of the pressure is not suitable.
7. Hairy wings (lap seam)
This is the most common one of the defects, that is, in the pressure of the fit, the pressure of the joint of the block, the core and the core seat of the joint and other places there are very thin wax piece escape.The main reason is that the pressing precision is not enough, the parting surface of the pressing or the joint surface of the inner part of the pressing is damaged or contaminated, or the sealing force is not enough, and the injection pressure is too high.Or the wax is too hot.Wings must be thoroughly removed before the wax mold can be used.
Contact person: Mr. Guo
Telephone: 13893641002
Address: circular economy industrial park, anding economic development zone, dingxi city, gansu province
Website: en.gssbkj.cn

Scan, contact us