Free enquiry hotline
13893641002

Free enquiry hotline
13893641002
Company name: gansu suboka jie new material technology co., LTD
Contact person: Mr. Guo
Contact number: 13893641002
Website: en.gssbkj.cn
Company address: circular economy industrial park, anding economic development zone, dingxi city, gansu province
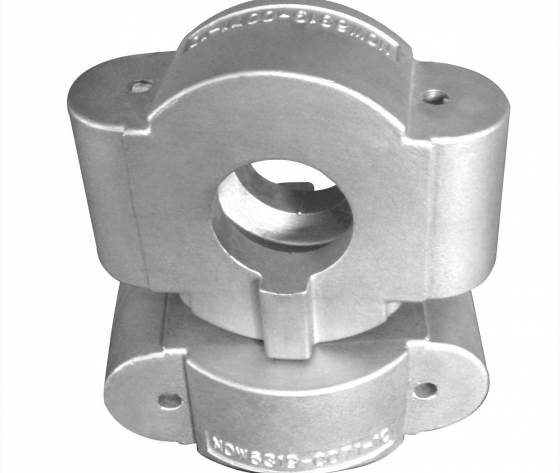
Precision casting may be very strange for some friend, but for our precision casting factory is familiar with, because we are manufacturer of main do is it, if you need this knowledge can contact our factory, below is our manufacturer finishing for the user to determine the precision casting with pressure and mould and method of filling time, hoping to bring some help to users.
I. holding time.
The holding time depends on the precision casting material and wall thickness. For castings with high melting point, large crystallization temperature range and thick wall, the holding time should be longer. For the casting with small crystallization temperature range and thin wall, the holding time can be shorter. If the holding time is insufficient, it is easy to cause shrinkage. However, holding pressure for too long, not very big effect, but easy to cause the vertical die casting machine to remove the remaining material difficult.

Second, mold opening time.
The die should be opened to remove the precision casting products after holding pressure. The time from the end of the injection to the opening of the die casting is called the die casting time. Enough die opening time can make the precision casting in the mold has a certain strength, die opening and ejection will not produce deformation or crack. The meat mold time is too short, so the casting strength is still low when the mold, the casting is easy to deformation.
Iii. Filling time.
In die casting, the time required for the liquid metal to enter the die casting cavity and fill the cavity is called filling time. The length of filling time depends on the volume and complexity of precision casting.
Contact person: Mr. Guo
Telephone: 13893641002
Address: circular economy industrial park, anding economic development zone, dingxi city, gansu province
Website: en.gssbkj.cn

Scan, contact us