Free enquiry hotline
13893641002

Free enquiry hotline
13893641002
Company name: gansu suboka jie new material technology co., LTD
Contact person: Mr. Guo
Contact number: 13893641002
Website: en.gssbkj.cn
Company address: circular economy industrial park, anding economic development zone, dingxi city, gansu province
1. Strictly control humidity, temperature, wind speed and coating viscosity in the shell making workshop.
2. Make the surface layer carefully to ensure that there are no bubbles and no coating accumulation between the coating and the wax mold at deep holes and sharp corners.
Pasting holes and other phenomena, the surface shell should not be placed before and after the fan, pay attention to the drying speed of the surface layer and filter layer
Degree should not be too fast, drying time should not be too long, in order to prevent the occurrence of cracking defects.
3. The upper layer must be shaken off before the next layer is prepared.
4. Wax debris and other sundries on the coating surface should be removed frequently.
5. Make sure that air flows between modules and dehumidifier is in the best condition during the back layer drying.
Procedures and precautions for dewaxing process
I. process requirements:
Steam pressure of dewaxing :0.6-0.8mpa
Pressure time up to 0.6mpa: 14 seconds
Dewaxing time :6-10 minutes
Before dewaxing shell must be in constant greenhouse: 24 + 2 ℃
The wax liquid in the dewaxed shell should be removed, and the sprue cup should be neat without cracks.

Ii. Operating procedures:
1. Equipment preparation:
(1) the pressure of steam generator for dewaxing should reach 0.8-1.0mpa, with a minimum of 0.6mpa
(2) carefully check whether the steam dewaxing filter needs to be cleaned or replaced to prevent the dewaxing process
Appeared in the wax run phenomenon. ]
(3) before dewaxing, conduct a pressure test on the dewaxing kettle and preheat it for 1-2 times (i.e
Heat the pan and remove excess shell material from the rim of the runner cup.
2. Shell preparation: remove the modules that have reached the standard drying time, remove the hooks, cover plates, etc., and remove the excess shell materials at the rim of the sprue cup.
3. Pour the module onto the dewaxing steam kettle trolley, quickly feed it into the dewaxing kettle, and immediately close and tighten the door.
4. Open the steam valve, the pressure should reach 0.6mpa within 14 seconds, and complete dewaxing within 6-10 minutes.
5. Close the steam valve, open the exhaust valve and let off steam. The pressure should be reduced slowly for more than one minute.
6. When the pressure indicated by the pressure gauge of the dewaxing kettle is zero, open the wax discharge valve to discharge the wax, open the door of the dewaxing kettle machine and install the shell
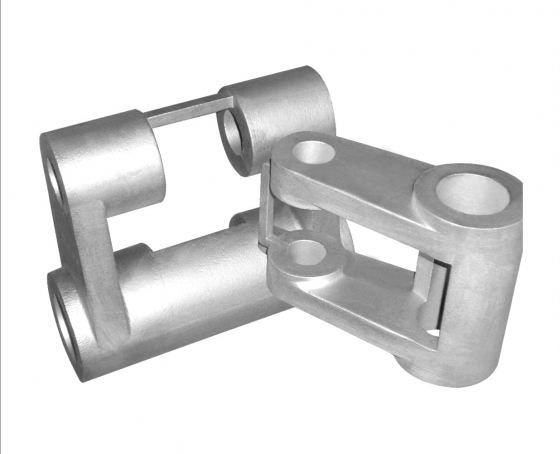
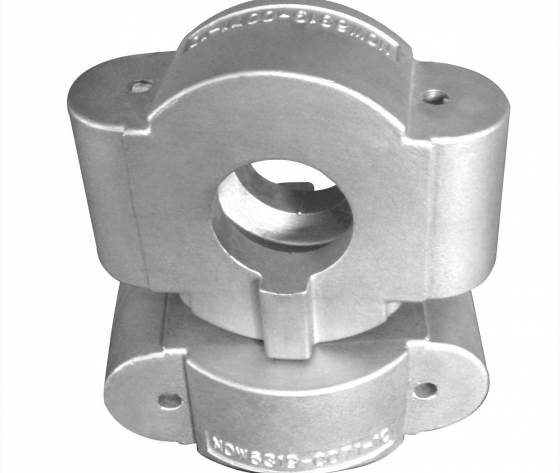
Above is precision casting manufacturers to give you a summary of the precision casting process operation procedures!
Contact person: Mr. Guo
Telephone: 13893641002
Address: circular economy industrial park, anding economic development zone, dingxi city, gansu province
Website: en.gssbkj.cn

Scan, contact us