Free enquiry hotline
13893641002

Free enquiry hotline
13893641002
Company name: gansu suboka jie new material technology co., LTD
Contact person: Mr. Guo
Contact number: 13893641002
Website: en.gssbkj.cn
Company address: circular economy industrial park, anding economic development zone, dingxi city, gansu province
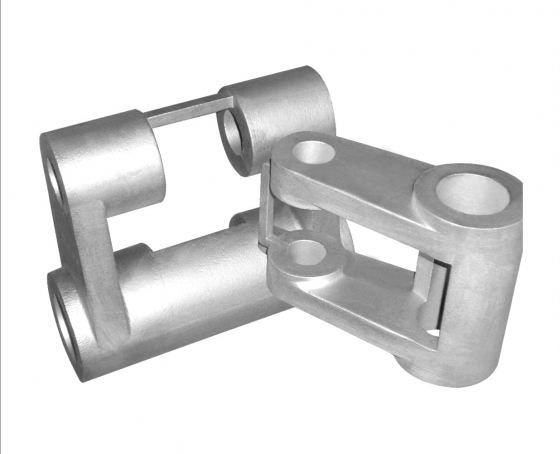
Our company is a precision casting enterprise that supplies stainless steel fine casting. Please refer to the following tips and notice for yourself.MIG riveting is simply subject to the wind response, sometimes the wind and the production of vitality hole, because the wind speed is above 0.5m/ SEC in the middle, should take anti-snow measures.1. Adopt the vertical external characteristics of the power supply, adopt anodic (welding rod connected to the cathode) when dc 2. Normal suitable for 6mm thin sheet riveting, when the direct current is 50~150A, argon screw is 8~10L/min, when the direct current is 150~250A, argon screw is 12~15L/min.
1. It is suitable for normal riveting of 6mm or sub-sheet, with the characteristics of wonderful welding seam shaping and small riveting deformation
2. Adopt the vertical external characteristics of the power supply, dc adopt anodic (electrode cathode)
3. The length of the tungsten electrode from the general gas nozzle is 4~5mm, which is better. The center with poor shielding such as fillet welding is 2~3mm, and the center with deep grooving is 5~6mm.For windy central areas, use a screen, while for precision casting indoors, use proper ventilation.
4. Dry extension is short, the normal riveting dc is about 15mm for 250A and above, and about 20-25mm is suitable.If you have any other questions, please call me back.
5 adopt flat features riveting power supply, dc riveting adopt reverse polarity.
6. Adopt pure argon (purity 99.99%) or Ar+2%O2 in a normal manner, and the flow rate should be 20-25l /min.
7. Arc length, when riveting general steel, 2~4mm is better, and when there is no rust steel riveting, 1~3mm is better, too long cover effect is not good.

8. Adopt characteristics of flat riveting power supply, dc when adopting reverse polarity (anode) electrode by http://www.nthyhfj.com/xinwen/
Snow resistance and ventilation.
In order to prevent the emergence of holes in riveted Bridges, rust and blood stain in the riveting places must be cleaned up.
11. The interval between the welding nozzle and the workpiece should be 15~25mm.
12. The shielding gas is normally carbon dioxide gas, and the gas flow is more suitable at 20~25L/min.
13. KangXue.
14. Shielding gas is argon with purity of 99.99%.
15. Arc length, no rust steel MIG riveting, normal are radiating transition environment to apply welding, voltage to be adjusted to arc length is 4~6mm level.
16. In order to make argon well cover the riveting pool and facilitate the welding operation, the normal Angle between the core line of tungsten electrode and the riveting part should be maintained at 80~85, and the nominal Angle between the filler electrode and the part should be as small as possible, normally 10 inside and outside.Normal CO2 welder can be used for welding, but please loosen the pressure of wire feeding wheel.
17. For precision casting, in order to prevent the reverse side of the underlying pass from being oxidized, the reverse side also needs to use gas shield.
Contact person: Mr. Guo
Telephone: 13893641002
Address: circular economy industrial park, anding economic development zone, dingxi city, gansu province
Website: en.gssbkj.cn

Scan, contact us