Free enquiry hotline
13893641002

Free enquiry hotline
13893641002
Company name: gansu suboka jie new material technology co., LTD
Contact person: Mr. Guo
Contact number: 13893641002
Website: en.gssbkj.cn
Company address: circular economy industrial park, anding economic development zone, dingxi city, gansu province
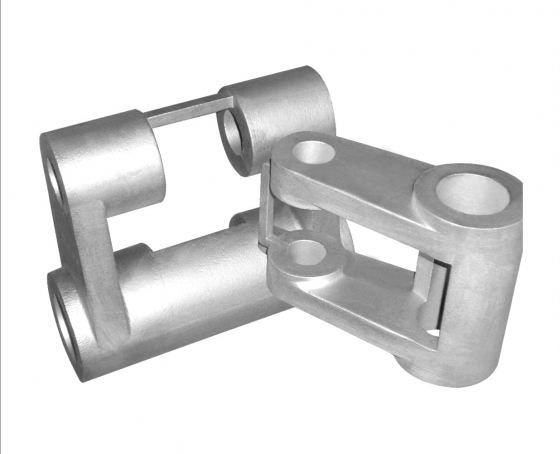
Precision casting is one of the casting methods. Precision casting is a special casting method compared with traditional casting techniques. It can obtain relatively accurate shape and high casting precision. Common practice is: first according to the product requirements design and production (can leave a small amount of allowance or no allowance) of the mold, with the method of casting wax casting, access to the original wax mold; Repeat coating and sanding process on wax mold, hardening shell and drying; Then the internal wax mold is dissolved for dewaxing to obtain the cavity; Roasting shell to obtain sufficient strength and permeability; Metal materials required for pouring; After dehulling, sand cleaning, so as to obtain high-precision finished products. Perform heat treatment and cold machining as required.
What is precision casting of stainless steel
In the production of stainless steel products, some products have strange shapes, can not be used in the production process such as pipe bending, for the production of such irregular shape (internal hollow or solid) products, the use of a wax mold to do sand mold to liquid material filling molding process.
Advantage: can make the product with changeful design according to different wax model.
Disadvantages: forming blank precision is not high, the surface roughness is large.
Ii. Process flow of investment casting
1. Make molds according to products of different shapes.Die up and down die, through the car, planing, milling, erosion, spark and other comprehensive processes.The shape and size of the pit are the same as the half of the product.Because wax mold is mainly used for industrial wax pressure use, so choose melting point is not high, not high hardness, low requirements, cheaper price, light weight of aluminum alloy materials do die.
2. A large number of industrial wax solid core models are produced with aluminum alloy molds.Under normal circumstances, a solid wax core model can only correspond to a blank product.
3, the wax mold around the margin of refinement, deburring and then a number of single wax model to adhere to (also known as group tree) prepared in advance of the die head, the die head is also produced by the wax model of industrial wax solid model.(looks like a tree)
4, has been fixed in the head of a number of wax model coated with industrial glue after uniform spray on the first layer of fine sand (a kind of refractory sand, high temperature resistance, usually with silica sand).The sand particles are very small and fine, which can ensure that the final rough surface as smooth as possible.
5. At the set room temperature (or constant temperature), the wax mold sprayed with the first layer of fine sand is naturally air-dried, but it cannot affect the shape change of the internal wax mold. The time of natural air-drying depends on the complexity of the product itself.
6, the first sand gush and natural air dry, continue on the surface of the wax model on the industrial glue (silicon slurry), and spray on the second layer of sand, sand particle size of the second layer than the first layer of sand before the big, to the thick.After spraying the second layer of sand, let the wax mold dry naturally under the set constant temperature.
7, after the second sand blasting and natural air drying, the third sand blasting, the fourth sand blasting, the fifth sand blasting and so on.Requirements: - adjust the number of sand blasting according to the product surface requirements, volume size, dead weight, etc.In general, the number of sand blasting is 3-7.- the size of sand particles in each blasting process is different. Generally, the sand particles in the following process are thicker than those in the previous process, and the drying time is also different.Generally, the production cycle of sand on a complete wax mold is about 3~4 days.
8. Before the baking process, apply a layer of white industrial latex (silicon slurry) to the finished sandblasting wax mold to bond and solidify the sand mold and seal the wax mold, so as to prepare for the next baking process.At the same time in the baking process, but also improve the brittleness of the sand, easy to break the sand layer, take out the blank.
9. In the baking process, the wax mold fixed on the mold head and completed the sandblasting and air drying process shall be put into the special oven sealed with metal
It is heated in a steam furnace (usually kerosene).For industrial wax melting point is not high, the temperature at about 150 ゜, heated to melt wax models formed wax water flows along the gate, this process is to take off the wax.The dewaxed wax mold is just an empty sand shell.The key to precision casting is to use this empty sand shell.(generally this kind of wax can be used many times, but the wax must be re-filtered, otherwise the unclean wax will affect the surface quality of the blank, such as: surface sand holes, pitting, but also affect the shrinkage of the investment casting products).
10, roasted sand shell in order to make the wax off the sand shell is more strong and solid, before pouring into the stainless steel water, must bake sand shell, usually at high temperature (temperature at about 1000 ゜) roasted in the fire.
11, the high temperature has been dissolved into liquid stainless steel water into the dewaxed sand shell, liquid stainless steel water is full of wax molding space before, until full, including the middle part of the die.
12, because there will be different components of the stainless steel boiler material mix, the factory must test the material percentage.Then, it is adjusted according to the required proportion, such as adding those aspect elements to achieve the desired effect.
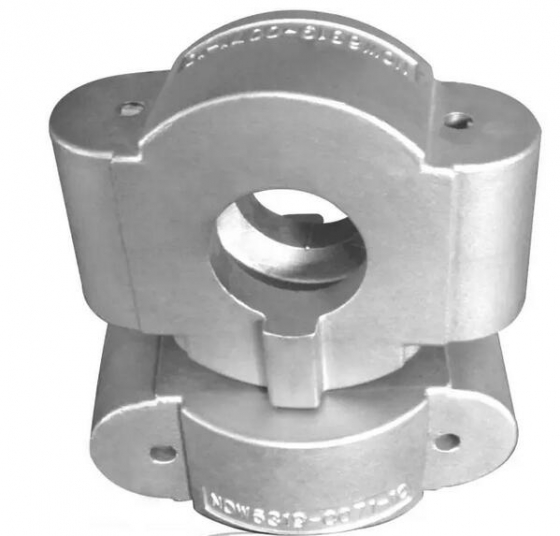
13, liquid stainless steel water cooling solidification, with the help of mechanical tools or manpower will be the ouest shell of sand broken, revealing the solid stainless steel product is the original shape of wax mold, that is, the final need for the blank.Then one by one cutting, separation and rough grinding into a single blank
14. Check the blank: the blank with sand holes and air holes on the surface must be remedied by argon arc welding. If it is serious, the blank should be cleaned and reheated.
15. Blank cleaning: the qualified blank must go through the cleaning process.
16. Other processes are carried out until the finished product.
Contact person: Mr. Guo
Telephone: 13893641002
Address: circular economy industrial park, anding economic development zone, dingxi city, gansu province
Website: en.gssbkj.cn

Scan, contact us